有时候能在SMT器件引脚焊点处发现白色须状物。这种情况很可能是因为引脚上出现了锡须生长情况。锡须的出现可能会带来短路问题。锡须是在含锡焊料内部自然出现的现象。SAC305锡膏中的锡含量达到了96.5wt%,如此高的锡含量或多或少会带来锡须的生长。影响锡须生成的根本因素是焊点内部应力的积累。例如当元器件暴露在高湿度环境下的时候容易被水汽腐蚀,并在锡层内部形成应力,导致锡须的出现。由于电子产品有时不可避免的要暴露在腐蚀性环境中,因此对于锡须在腐蚀条件下的生长机理研究非常有必要。
1. 锡须测试条件
Illes和Horvath在沉锡FR4板上进行了SAC305锡膏焊点双85测试(85℃/85%RH),测试时间为3000h。锡膏通过印刷方式涂覆在板上。并且板上贴装了0805电阻器。此外Illes和Horvath还将SAC305与另外两个锡膏进行对比
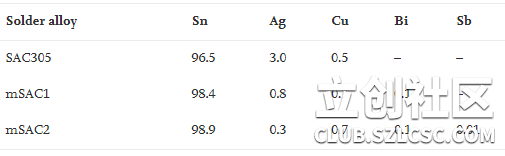
(表1)。表1. 锡膏合金成分。
2. 测试结果
在双85测试3000h后,可以观察到SAC305焊点上出现了结节型锡须。在测试时间达到1000小时之前SAC305锡膏未发现锡须,但随着时间增加锡须开始出现并增多,且呈现单调上升的趋势。与mSAC1和mSAC2对比发现,SAC305最终的平均锡须密度介于它们之间。在1500-2500小时之间三者的平均锡须密度差距很小。此外,mSAC1和mSAC2锡须密度也随测试时间增加呈现了单调上升趋势,但mSAC2增长趋势较快,并未出现放缓趋势。图1. 双85测试后的平均锡须密度和长度, 上: 锡须密度; 下: 锡须长度。
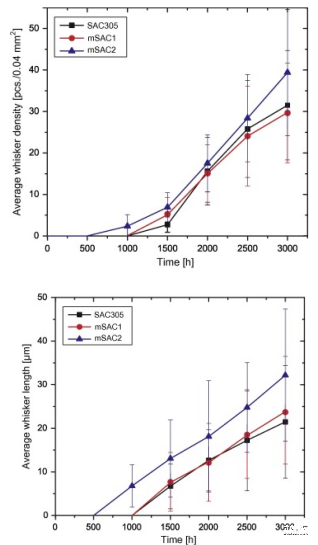
SAC305最终的平均锡锡须长度介于mSAC1和mSAC2之间,达到了24μm,但远小于mSAC1。因此可以知道SAC305锡膏和mSAC1晶须抗性更强。为了对比不同湿度下的锡须生成情况,Illes和Horvath还将测试版放置到85℃/20%RH的环境中进行锡须测试。结论是当湿度降低到20%RH时,锡须并未出现。
3. 锡须生长机制
焊点受到腐蚀后过量的Sn原子在Sn层中受到推挤,并产生局部应力和过量应变能。具体表现在焊点在腐蚀氧化后在表面会生成SnOx氧化层。氧化层的形成会导致焊点出现体积膨胀并产生机械应力。Illes和Horvath观察到SAC305晶须下的腐蚀区域比mSAC2晶须下的小得多。由于腐蚀区域较小,在SAC305焊点中的应力要更小,形成的锡须数量也较少。图2. SAC305和mSAC2腐蚀程度。
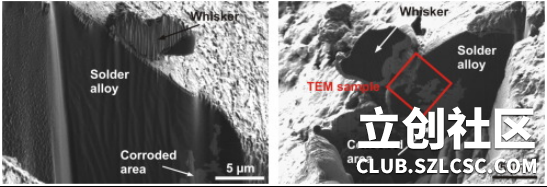

图3. 双85测试后SAC305腐蚀区域的TEM图和EDS图: 左:TEM图; 右: EDS图。
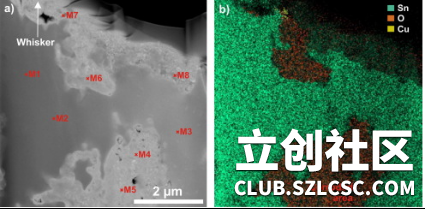
通过观察SAC305腐蚀区域TEM图,发现腐蚀区域的氧含量达到了30%以上。且在M7区域有少量铜沉淀。铜沉淀的出现会导致体积膨胀并增加局部机械应力。

4. 高可靠锡膏产品深圳市福英达有着丰富的SAC305超微锡膏(T6及以上)生产和客户应用经验积累,能够很好的控制锡膏中的锡须生长。福英达SAC305超微锡膏可焊性优秀,老化后仍能保持可靠的机械强度,欢迎与我们联系了解更多产品信息。5. 参考文献
Illes,
B. & Horvath, B. (2014). Tin whisker growth from micro-alloyed SAC
solders in corrosive climate. Journal of Alloys and Compounds, vol.616,
pp.116-121.




 返回列表
返回列表


 发表于2023-11-01 10:18:19
发表于2023-11-01 10:18:19



 回复
回复
 收藏
收藏
 举报
举报

