焊接变形是焊接过程中由于焊缝收缩、热胀冷缩和相变等原因引起的结构变形。这些变形包括缩短、角度改变、弯曲、扭曲等。局部变形如收缩、角变形和波浪变形,整体变形如弯曲和扭曲变形。其中,随温度变化而变化的称为焊接瞬时变形;被焊工件完全冷却到初始温度时的改变,称为焊接残余变形。
焊接变形不仅影响焊接质量和外观,还会降低焊接结构的强度和刚度,甚至导致裂纹、脱层等缺陷的产生。因此,了解焊接变形的原因和分类,掌握消除或减少焊接变形的方法,对于提高焊接效率和保证焊接性能具有重要意义。
焊接变形的产生受多种因素影响
包括材料(如热膨胀系数、屈服极限和弹性模量)、结构设计和焊接工艺(如焊接方法、热输入、构件的定位和固定方法以及焊接顺序)等。例如,材料热膨胀系数越大,焊接变形量也越大;结构设计的拘束度增加会使焊接残余应力增加,从而减少焊接变形;而焊接顺序对焊接变形有显著影响。
为了消除或减少焊接变形,可以从以下几个方面采取相应的控制措施:
从设计的角度:
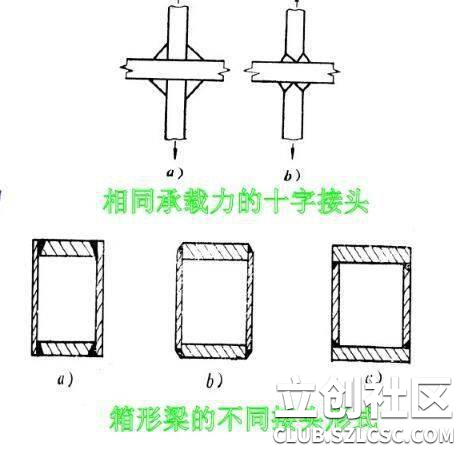
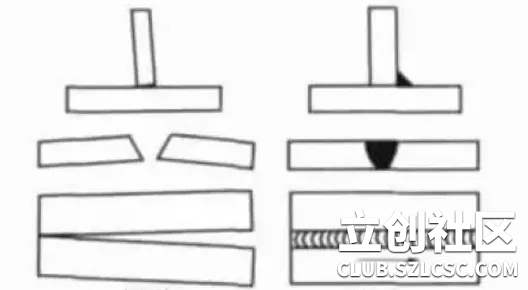
1. 合理的选择焊接的尺寸和形式 :
在保证结构承载力的情况下,尽可能采用较小的焊缝尺寸,减少焊接热输入对材料性能的影响如下图。
2. 合理选择焊缝长度和数量
只要允许,采用型材、冲压件;焊缝多且密集的地方可采用铸-焊联合结构,可以减少焊缝数量。此外适当增加壁板的厚度,以减少肋板的数量,或者采用压型结构代替肋板结构,都可以防止薄板的结构变形。
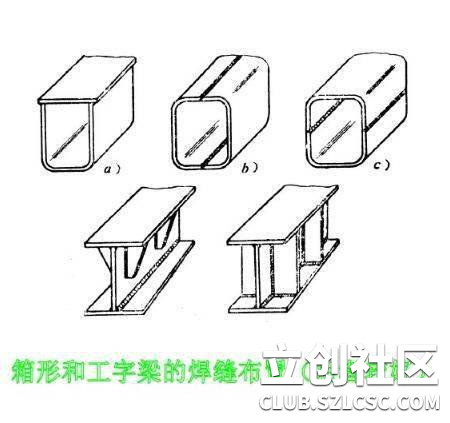
3. 合理安排焊缝位置
安排焊缝尽可能采用对称于截面中性轴,或使焊缝接近中性轴,这对减少梁柱的挠曲变形优良好的效果,如下图所示
从工艺的角度:
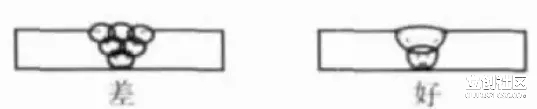
1. 正确制定焊缝尺寸,避免过度焊接:
越多的金属填充在焊接点会产生较大的变形力。正确制定焊缝尺寸,不仅能得到较小的焊接变形,还可节省焊材和时间。填充焊缝的焊接金属量应最小,焊缝应呈平坦或微凸形,过量的焊接金属不会增加强度。反而会增加收缩力,增加焊接变形。
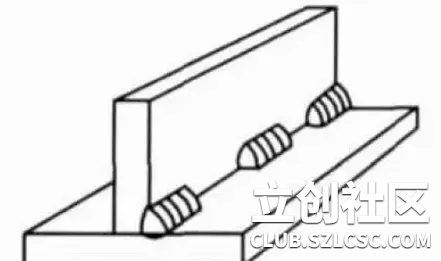
2. 间断焊接
另一种减少焊缝填充量的途径是较多地采用间断焊接。如焊接加强板,间断焊接可减少75%的焊缝填充量,同时也能保证所需强度。
3. 减少焊道
采用粗焊丝、少焊道焊接比采用细焊丝、多焊道焊接变形小。多焊道时每一焊道引起的收缩累计增加了焊缝总的收缩。由图可知,少焊道、粗焊条焊接工艺比多焊道、细焊条焊接的工艺效果更好。
注意:采用粗焊丝、少焊道焊接或细焊丝、多焊道焊接工艺依据材质而定,一般低碳钢、16Mn 等材质适用粗焊丝、少焊道焊接,不锈钢、高碳钢等材质适用细焊丝、多焊道焊接。
4. 反变形技术:
焊接前使零件预先向焊接变形的相反方向弯曲或倾斜放置(仰焊或立焊除外)。反变形的预置量需经过试验确定。预弯、预置或预拱焊接零件是利用反向机械力,抵消焊接应力的一种简单方法。当工件预置时,产生使工件与焊缝收缩应力相反的变形。焊前的预置变形与焊后变形相互抵消,使焊接工件成为理想平面。




 返回列表
返回列表


 发表于2024-04-26 13:41:39
发表于2024-04-26 13:41:39



 回复
回复
 收藏
收藏
 举报
举报


