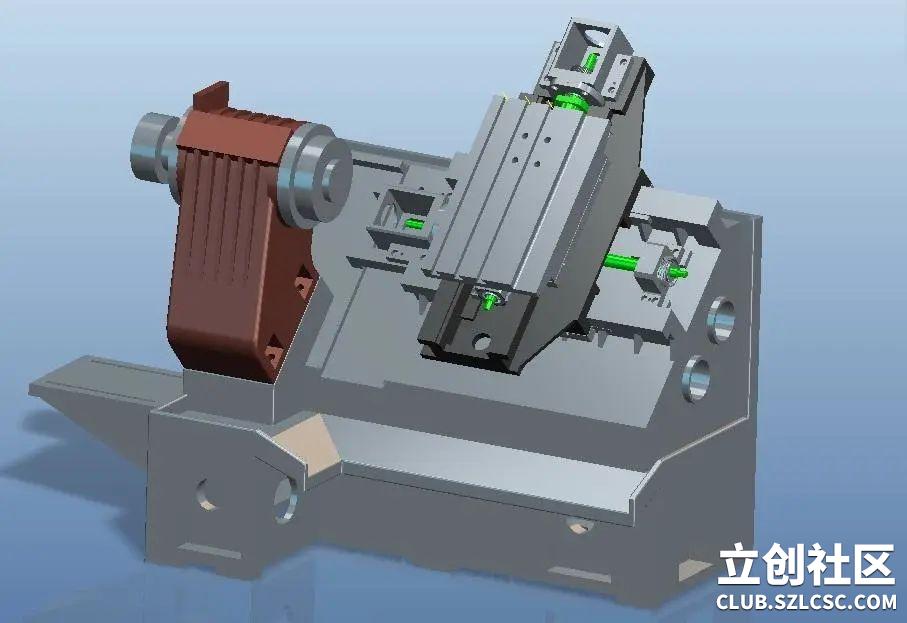
机床布局对比
平床身数控车床的两根导轨所在平面与地平面平行。斜床身数控车床的两根导轨所在平面则与地平面相交,成一个斜面,角度有30°,45°,60°,75°之分。从机床侧面看,平床身数控车床的床身呈四方形,斜床身数控车床的床身呈直角三角形。很明显,在相同导轨宽度的情况下,斜床身的X向拖板比平床身的要长,应用在车床的实际意义是可以安排更多的刀位数。
切削刚性对比
斜床身数控车床的截面积要比同规格平床身的大,即抗弯曲和抗扭能力更强。斜床身数控车床的刀具是在工件的斜上方往下进行切削,切削力与工件的重力方向基本一致,所以主轴运转相对平稳,不易引起切削振动,而平床身数控车床在切削时,刀具与工件产生的切削力与工件重力成90°,容易引起振动
加工精度对比
数控车床的传动丝杆是高精度的滚珠丝杆,丝杆与螺母之间的传动间隙很小,但也不是说没有间隙,而只要有间隙,当丝杆向着一个方向运动后再反向传动时,难免会产生反向间隙,有反向间隙就会影响数控车床的重复定位精度,从而影响加工精度。
斜床身数控车床的布局直接可以影响X方向滚珠丝杆的间隙,重力直接作用于丝杆的轴向,使传动时的反向间隙几乎为零。平床身数控车床的X方向丝杆不受轴向重力影响,间隙无法直接消除。这就是设计给斜床身数控车床带来的先天精度优势。
排屑能力对比
由于重力的关系斜床身数控车床不易产生缠绕刀具,利于排屑;同时配合中置丝杆和导轨防护钣金,可以避免切屑在丝杆和导轨上堆积。斜床身数控车床一般都配置自动排屑机,可以自动清除切屑,增加工人的有效工作时间。平床身的结构很难加设自动排屑机。
自动生产化对比
机床刀位数的增加,自动排屑机的配置,实际上都是为自动化生产打基础。一人值守多台机床,一直是机床发展的方向。斜床身数控车床再增设铣削动力头、自动送料机床或者机械手,自动上料,一次装夹完成所有的切屑工序,自动下料,自动排屑,就成了工作效率极高的自动数控车床。平床身数控车床的结构在自动化生产方面处于劣势。虽然斜床身数控车床全面比平床身数控车床先进,不过市场占有率却远远落后。平床身数控车床容易生产等优点占据着数控车床90%以上的市场份额。




 返回列表
返回列表



 发表于2022-03-03 09:47:31
发表于2022-03-03 09:47:31




 回复
回复
 收藏
收藏
 举报
举报

