因生产材料与工艺的不同,为达到更好的模型打印效果,三维猴建议用户参考《三维猴3D打印模型设计规范》进行设计。
机器的成型尺寸请看下表

一、不同材料最小壁厚要求
模型打印完成后要经过酒精清洗、去支撑、打磨喷砂等工序,所以需要一定的强度,厚度决定工件的强度。
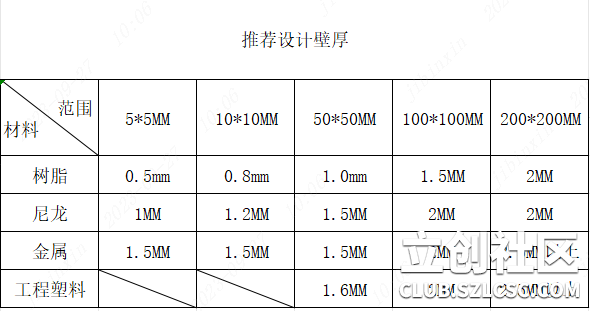
推荐模型壁厚2MM打印效果较好;设计模型出现薄壁时,请参考以上标准。
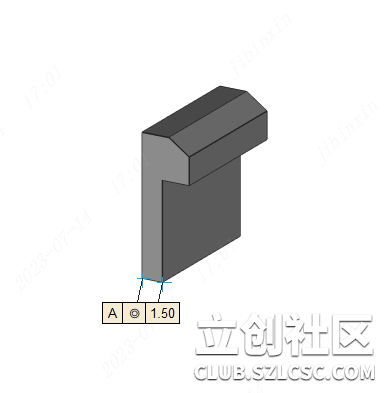
凸起定位、卡扣等结构推荐壁厚1.5mm以上。
二、凹凸字体设计要求
1、凹字体设计


2、凸字体设计


三、螺纹设计要求
影响非标螺纹3d打印的主要两个因素:螺距和牙型角
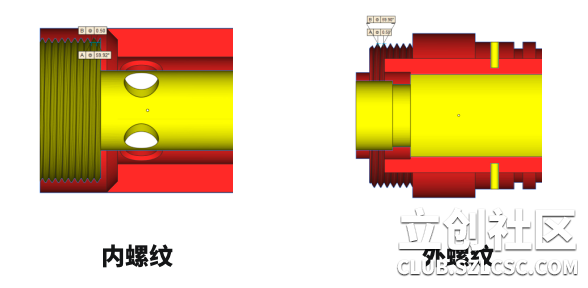

螺纹配合间隙需要参考模型间隙,设计无间隙配合会出现装配不了或者装配困难,316L金属打印建议攻牙;标准螺丝最小为M6粗牙。
四、模型间隙
1、装配间隙(装配件,螺纹配合)

设计模型为装配体,请务必满足装配最小的间隙要求,否则会出现装配过紧,不好拆卸,或者装配不上现象。
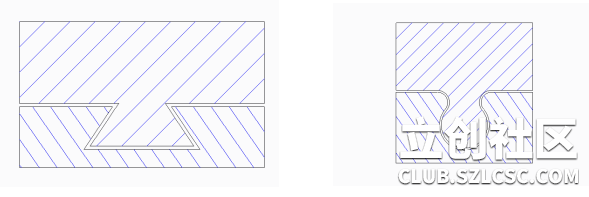
2、一体成型可活动模型间隙
模型一体打印活动关节需要遵循一定要求如下图所示:
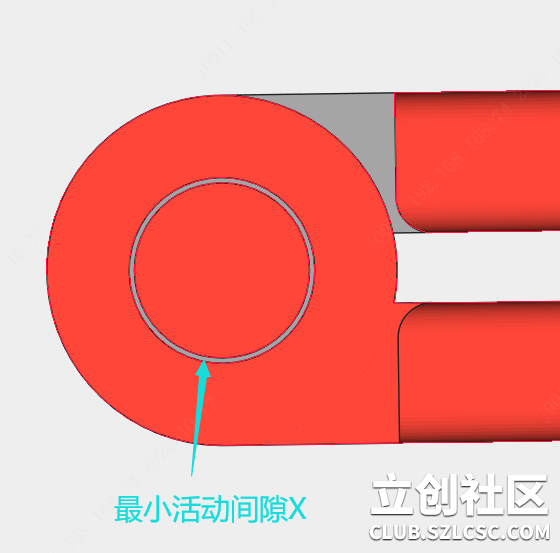

以上是简单结构的单边最小间隙,并非所有结构都适用。
五、镂空设计逸料孔大小要求
模型如果设计是镂空的,需要在合适的面设计逸料孔,以排出内腔未固化的树脂或者粉末如下所示:

1、逸料孔最小直径是2.5mm;
2、当逸料孔直径设计小于3mm时需要设计两个孔,否则树脂流不出来和腔体清洗不干净一段时间后工件可能会出现破裂;
3、逸料孔的大小数量适合需根据模型来确定;
4、空腔里面的支撑或者材料没办法完全去除,除非逸料孔设计的足够大;
六、微孔深度设计要求(盲孔、深孔、通孔)
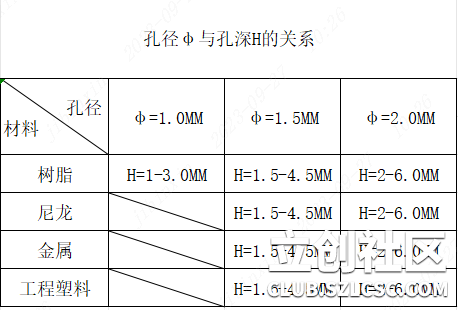
模型设计有微孔深孔时,请参考以上标准。喷漆喷油件,孔径需要2mm以上,避免孔内材料残留、堵塞等情况。
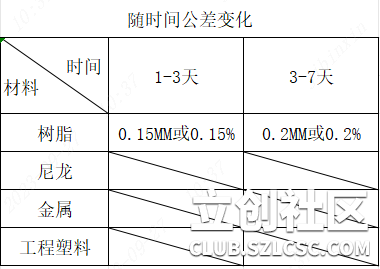
各类材料孔径的公差说明:
1. 树脂 :±0.3mm, 树脂孔一般会收缩在0.3mm以内.
2. 尼龙 :±0.3mm, 尼龙孔打印出来误差在±0.1mm-0.2mm,受摆放位置和冷却的影响,孔综合公差一般也会收缩在0.3mm以内.
3.工程塑料:±0.4mm,ABS一般孔会收缩0.2mm到0.4mm左右。
4. 金属:±0.5mm,实体内部有空缺结构的尺寸公差在-0.5mm以内 (如圆环、套筒、孔类零件的内径尺寸公差-0.5mm;壳体内部长宽尺寸公差-0.5mm),孔壁越厚,孔收缩越大。
说明 :
1)通常孔一般都是收缩变小的, 变大的情况较少。
2)金属件,如果客户对孔的公差要求较高,建议预留加工余量,后期自行精加工处理。
七、小柱子设计要求
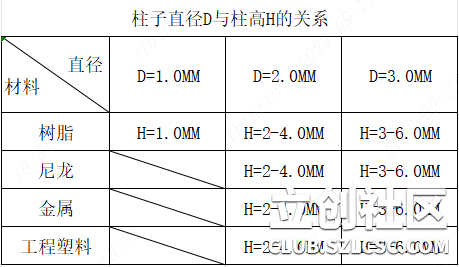
模型设计有定位柱时,请参考以上标准
八、异形件
异形件主要以镂空结构为主占用空间大,如下图所示:
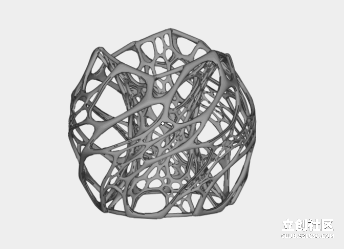
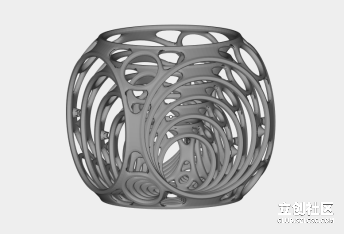
当设计为异形件且符合打印要求,会适当增加一定特殊费用。
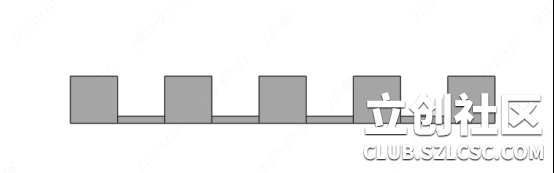
九、拼接件设计要求
我司强烈建议用户遵循一个文件一个零件的打印原则,这样能有更多样化的编程、摆放方式,能打印出更好的外观以及尺寸精度。
如做拼接件打印,需对打印效果要求不高,连接杆壁厚需大于1.5MM,单个文件连接数量少于10件,并且能接受变形、明显层纹、尺寸误差较大、断裂缺失、表面质量差等风险打印。
拼接模型打印不支持打印工程塑料和金属材料。
拼接模型数量在2个(包括2个)以上,按单个模型0.5元/个加收费用,如下图5个小零件拼接在一起,加收费用5 x 0.5=2.5元。
十、精度知识 (不变形、未喷油喷漆情况)
树脂材料精度:100MM以内±0.2MM,100MM以上±0.3%;
尼龙材料精度:100MM以内±0.3MM,100MM以上±0.4%;
工程塑料材料精度:100MM以内±0.3MM,100MM以上±0.4%;
金属材料精度:100MM以内±0.3MM,100MM以上±0.4%(和模型结构尺寸大小有关);




 返回列表
返回列表


 发表于2024-04-18 11:20:05
发表于2024-04-18 11:20:05



 回复
回复
 收藏
收藏
 举报
举报

