今天有一个客户剪切在其它板厂的WIP进度在问我,说什么是全板电镀,本不想说出这个行内的隐情(其中有一家采用此工艺的以本人关系不错)想不到另外还有同行还在做此工艺
,但是想想还是说出来,给大家普及一下知识也是不错:
1)全板电镀工艺,也就是行内俗称的 负片工艺, 说得很更通俗易懂一点:负片工艺就是少了一道电锡保护工序的工艺,少掉一道工序则成本低,交期快!
2)普及一下知识,让大家知道,如果你选择负片的工厂,孔环要足够大,你的插键孔越小越好
3)上了此工艺同行的肯定会慢慢意识到此工艺致命缺陷,会尽快放弃,否则认为PCB打样这个行业不可靠,做到国外,认为中国的产品不可靠,行业做死了,谁都不是受益者!
一:负片工艺(俗称板电工艺):对于样板及小批量,就是灾难工艺,灾难在于工艺致命缺陷 :缺陷是, 有一定比例的过孔,工厂出货前是好的,出给客户就会似通非通
,或是出货后品质不良,比例视你的孔焊的大小及工艺控制,不确定性非常强!
如下图:采用负片工艺则风险极大,而正片工艺则没有任何问题,如果负片工艺出现破孔的情况则直接会导致孔无铜,而正片就算是破孔也同样不影响孔内的品质!
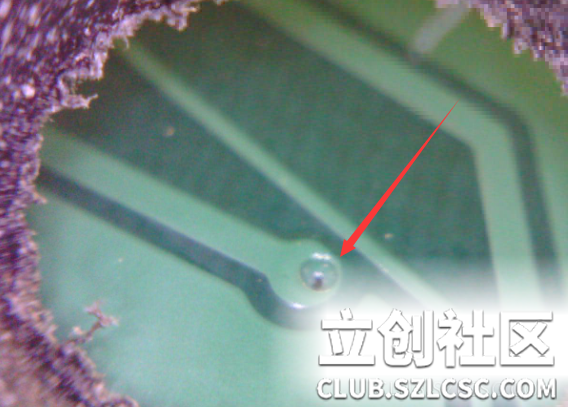
此缺陷主要是因为工艺的原理决定:原理很简单,如何保证孔内有铜,负片是采用干膜盖往过孔用来保护孔内不受蚀刻液的侵蚀, 如何的有效保证蚀刻液不进孔,
取决于几点:
1)钻孔一点点也不要偏,你说可能么?
2)对位一点点也不要偏,你说又有可能么?
3)焊环要足够大,
4)插键孔不要太大,不然干膜会冲破啊,插键孔上了4.0mm,就有可能,上了6.0就危险 ,5)更不要说做半孔了,更是没有办法做到的!
一: 负片工艺并非一无是处,此工艺不用锡,相对成本便宜,也相对环保,而且最大的好处在于,快,少掉了几道工序,说公道的话我相信PCB工厂选择此工艺并非是从
成本上考虑,更多的是考虑更快的因素,而且没有经验,听人说快就上了此工艺,而没有考虑到此工艺的局限性!
二:为什么称之为灾难工艺:如果有记得嘉立创当年的佛山嘉立创仅持续了半年之久,然后快速撤到了新圩工厂,中间的原因就是因为负片,完全克服不了工艺缺陷,
嘉立创果断撤出了佛山基地,虽然是7-8年前的事情,但是记忆深刻,从此之后,嘉立创全采用了正片工艺!
三:负片工艺没人用么,答案是否定,更多的用于手机板,手机板采用树脂塞孔工艺+负片工艺,用树脂塞孔保护了过孔,但是此工艺成本极高!
四:正片工艺(俗称图形电镀):行内用得最多的工艺,也是最稳定的工艺,从工艺本身来说,采用的电锡来保护过孔,成本高,增加了锡的成本,而且速度最少慢
几个小时,但是不用担心蚀刻液进入从而导致孔内似通非通!




 返回列表
返回列表



 发表于2017-08-02 11:00:41
发表于2017-08-02 11:00:41




 回复
回复
 收藏
收藏
 举报
举报





