所谓晶体切型,就是对晶体坐标轴某种取向的切割。石英晶片的切型有很多种,不同的切型其物理性质不同,切面的方向与主轴的夹角对其性能有重要影响,比如:频率稳定性,活性水平,Q值,温度系数等。
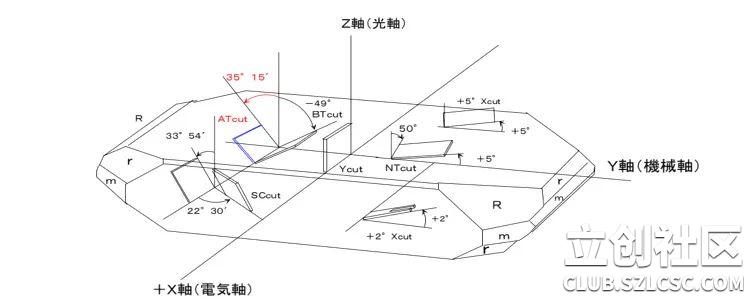
水晶振动子的各种切断角度
在为射频电路设计或其他应用定义特定晶体的规格时,通常需要定义切割的石英晶体。出现包括AT-cut,CT-cut和SC-cut在内的术语,选择正确的切割可能会对性能产生重大影响。
水晶切割基本知识
石英晶体结构复杂,但所有晶体都相同。相对于空白晶体的x,y和z轴,有无数种切割方法。

天然石英晶体
石英晶体像其他压电材料一样是各向异性的。这意味着它的许多特性(包括机械,电和光学特性)都取决于主轴。
因此,将石英坯料从主轴晶体切割的方式的角度限定了最终石英晶体谐振器的许多特性。主模式的弯曲模式,温度系数,老化特性,频率稳定性,Q值等。
所谓的各种“切割”具有不同的名称,其中一些在某些应用程序中很流行,另一些在其他应用程序中则广泛使用。随着几年来新措施的出台,一些削减措施也被淘汰了。

石英晶体的结构显示出不同的轴和面
一些基本切割包括沿轴的切割。然后根据切口垂直的平面标记切口。
这些削减如今已很少使用,因为发现其他削减可为现代应用程序提供更好的性能水平。

X,Y和Z晶体切割
在用于当今的RF和时钟应用的削减中,AT,BT和SC削减是最重要的。
石英晶体切割的发展
石英晶体在1920年代和1930年代初期被广泛用于发射器。与使用LC振荡器相比,它们在稳定性上有显着改善。即使优化了LC振荡器的稳定性,石英晶体也明显更好。
在1920年代后期,美国,德国和日本的许多小组发现,在早期使用广泛的Y切温度系数可以显着提高,甚至在某个温度下甚至可以变为零。
为了开发这些电子组件,我们进行了大量研究,鉴于与我们今天拥有的功能相比,其功能有限,因此需要花费一些时间来开发它们。
1934年,在贝尔实验室工作的拉克和威拉德开发了AT切割晶体,并在1934年7月的《贝尔实验室杂志》上发表了一篇论文:“石英晶体电路元件的soem改进”。
他们的另一项发展是BT切割晶体,它也具有许多良好的性能,但并未得到广泛使用。
迄今为止,AT切割石英晶体是使用最广泛的类型,尽管SC切割石英晶体是在1970年代开始出现的,用于晶体烤箱等。它是1974年由Holland博士首先提出的。1975年,美国陆军信号兵团的E.EerNisse发表论文预测,谐振器的φ= 22.5°和θ=-34.3°坐标将产生频率变化较低的谐振器机械应力,这就产生了应力补偿的名称SC。
可以定义无限多个晶体切割。但是,其中一些定义了特别有用的属性,并且为这些切割指定了特定的名称。
AT切割:石英晶体的AT切割通常用于0.5到300MHz之间的频率,并且具有振动的厚度切割模式。
它是使用最广泛的切割,特别适用于要求振荡器在500KHz至300MHz范围内运行的电子仪器等,尽管随着技术的发展,上限不断提高。
BT割切:这是另一种类似于AT的切割,它会以厚度切割模式振动,通常用于0.5到200MHz的频率。
它使用不同的角度:与z轴成49°。它具有可重复的特性,频率常数为2.536 MHz/mm。然而,温度稳定性特性不如AT切割,但由于其较高的频率常数,它可以更轻松地用于更高频率的操作。
GT切割:用于石英晶体的GT切割通常用于大约0.1到2.5MHz的频率,并且使用振动的宽度扩展模式。
它以51°7'的角度切割,由于温度系数不同的两种振动模式相互抵消,因此温度系数在+25到+ 75°C之间几乎为零。
IT切割: 此切割使用厚度切割模式,并且用于大约0.5到200MHz之间的频率。
这种晶体切割与SC非常相似。但是,对于需要在80-90°C的温度范围内工作的水晶烤箱,该选项可以克服在这些温度下使用SC的困难。IT切口的最高转折点在85至105°C之间,但与SC的机械应力敏感性不同。
SC切割: 此晶体切割用于大约0.5到3200MHz之间的频率。
这种切割是在1970年代后期开发的,特别是用于精密晶体烤箱,但是它确实需要更复杂的制造过程,因为随后需要进行双角度旋转并同时进行精密研磨。
XY切割: 此切割本质上是一种晶体切割格式,用于低频应用,其频率通常在5至100KHz之间。它使用长宽弯曲模式。
该晶体切割广泛用于一个公共频率为32.768 KHz的低频。它的优点是频率非常小,比其他低频晶体类型便宜,此外它具有低阻抗和低C0/C1比。
AT石英晶体切割
AT-cut是使用最广泛的切割方式,尤其是用于电子仪器,无线电系统,微处理器时钟和其他许多需要振荡器在MHz范围内运行的应用中。随着技术的发展,上限越来越高。但是,最高频率通常以泛音模式运行,因为晶体在高频下会变得非常薄。
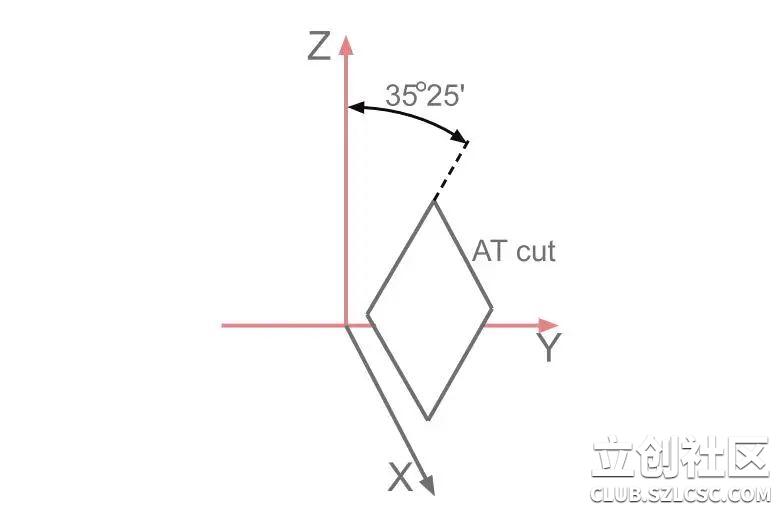
石英晶体AT切割-与Z轴成35°35'
如图所示,该石英晶体与Z轴的夹角为35°25'。沿与晶轴的方向切割晶体毛坯,然后将毛坯加工并精加工成所需的尺寸。
这种石英切割的优点之一是温度系数。在26°C时该值变为零,甚至其任一侧也相对平坦,尤其是与其他切口相比时。
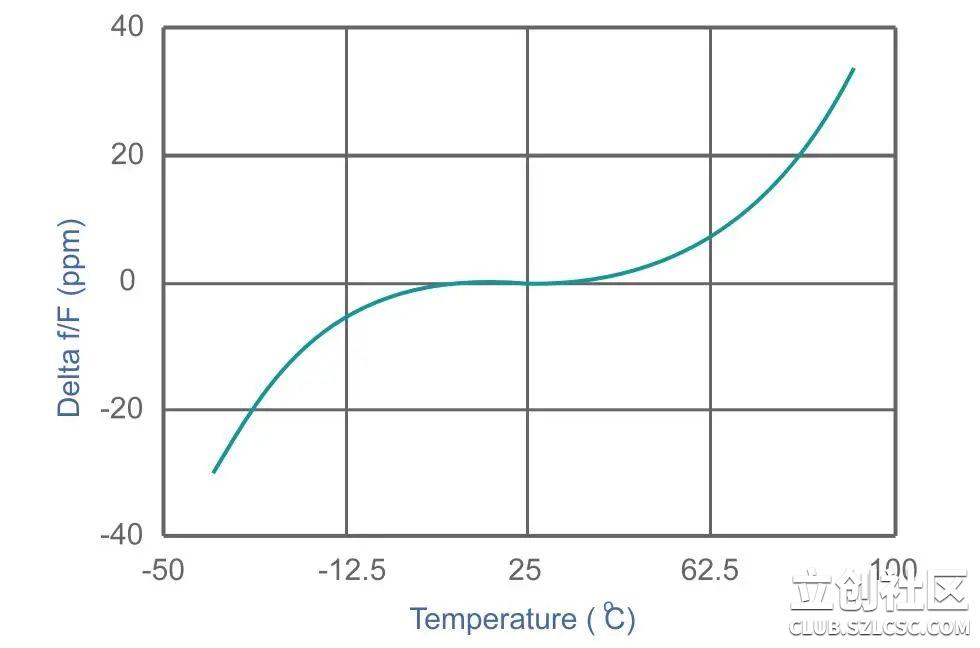
AT随温度降低晶体温度系数
从该值稍微改变切割角度会稍微改变属性,尽管对于大多数应用而言,通常会使用AT切割的确切参数。
BT石英晶体切割
BT晶体切割与AT切割晶体几乎同时引入。它比等效的AT切割晶体厚约50%,并且仍使用厚度切割模式。
但是越厚,则在更高的频率下晶体越厚,因此越坚固可以预期,随着频率的增加,晶体变得更薄。
但是,它的缺点是它的温度特性比AT切割的石英晶体差,这是由较高的频率常数造成的。即便如此,BT切割晶体仍用于更高频率的应用,尤其是在需要以基频工作而不是泛音工作的情况下。
用于描述这种类型的石英晶体切割的SC代表“应力补偿”。它是专门为在某些关键要求是对热应力和机械应力不敏感的精密晶体烤箱中使用而开发的。
另一个重要因素是SC切割晶体具有良好的相位噪声和老化特性。烤箱控制的晶体振荡器OCXO通常需要的特性。
该切削对基准轴进行两次旋转:35°15'和21°54'。它不仅具有出色的老化和稳定性能,还具有出色的相位噪声性能,但它具有更高的ESR,并且也更容易受到谐振的影响。
SC切割的困难之一是在制造过程中造成困难,因为在SC切割中使用复合角度的要求增加了测量角度的成本,然后在随后的研磨和抛光过程中对其进行维护。SC切割的公差很小。它们通常要求的公差为±10PPM,而AT切割的公差为±30PPM。
许多使用多年的设备已经不使用了,因为它们已经被高级切割技术所取代,而这些高级切割技术现在可以通过更先进的制造技术获得。




 返回列表
返回列表


 发表于2021-01-26 18:12:24
发表于2021-01-26 18:12:24



 回复
回复
 收藏
收藏
 举报
举报


