之前收到了一些客户朋友提出的问题,在这里我们也将回答整理出来供参考。
问题一、压铆螺母的选型库?
关于压铆螺母和压铆螺柱,从M2-M6常用的螺母,及长度在4-20(都是整数)MM以内的压铆螺柱规格都是备有现货(包括盲孔和通孔),同样规格4-20MM(都是整数)以内的压铆螺钉也都有备货,材料是以铁和不锈钢为主(均有现货库存),铝压铆螺母的稳定性还在测试当中(压得不紧,容易脱落),暂时没有主要投放,铝件压铆暂时主要以铁为主。(强度还可以,最大影响主要在于铝材需要压铆的,铁的压铆件不能氧化,只能是在氧化后再进行压铆操作,颜色会不统一,有些压铆件也必须是在折弯前进行的压铆,得考虑到压铆避让问题)
在此之外的非标压铆件,比如需要的压铆件高度是4.5MM(没有标准现货),在我们报价时会标注订单包含非标准零部件,具有特殊情况的这边会有专人沟通,是改图还是我们用5mm的磨一下,都会协商解决。
问题二、关于攻丝、压铆、沉孔的设计表达(用solidworks要出哪些图,jlc才能顺利生产?)
这几位客户朋友都说到点上了,也是我们该提前准备好给大家同步的信息和要做的工作。是的,从传统的钣金制造交易流程到网络下单,其实我们最担心的还是我们到底需要准备那些设计资料,工厂才能顺利知道我们的设计意图。
原来线下交易针对某些特殊情况(比如结构是否合理、工厂是否有类似的标准件、钣金弯刀的最大折弯尺寸、以及折弯最小边等信息)我们可能一个电话就解决了,而走网络订单流程,总是感觉会少了一个确认的动作, 怕工厂会有遗漏,也怕某些结构做出来可能会有些超出预期。
客户朋友说的几点也确实是我们在想着努力解决的几个核心点,但是不同的客户群体和设计规范也确实是有些模棱两可的困难,这里本着以效率为前提按照我们的解决思路给大家挨个解答下:
1、用solidworks要出哪些图,jlc才能顺利生产?
从报价到加工的具体图纸全部以3D为主、2D描述为辅(可以是图片也可以是2D图),3D之外的任何描述性文件我们都会审核(只要您有标注我们就会看,就会作数)。
需要1:钣金件的SETP装配体图
1、需要3D装配体原图,因为3D原图更能直观的描述零部件间的装配关系,同时也更能容易的检查和发现结构上的设计遗漏(比如是焊接关系,还是螺丝锁紧,不明白的设计意图会有专人沟通),主要解决的就是装配关系和组装方式的问题。
2、对于有些特殊工艺,比如段差、最小折弯边、能不能折出来、结构上的不合理、大面积的开孔及焊接会导致的变形问题, 首先我们会依赖我们的加工经验告知客户这样设计会导致的加工风险,以及我们的解决方案,或者不能加工的情况下会提示需要客户改图,会反馈能不能做的问题。
需要2:攻牙,沉孔,压铆等特殊工艺的2D描述图(可以是2D图,也可以是图片)
关于钣金尤其是特殊工艺的描述问题,不同客户不一样的的设计能力,设计规律和设计方式,因为我们都要适应,也是我们眼前遇到的暂时不能标准化的主要原因之一,至少在眼前阶段。
不过在以上几个常见工艺中,我们可以推荐给大家一个方式,能用3D表示的尽量用3D表示,实在不行的再用2D描述(因为出2D图太耽误时间了)。
3D可以描述的信息有
沉孔(直接倒角)
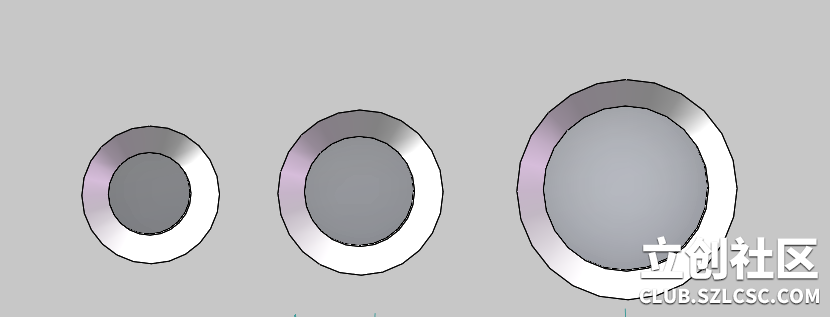
压铆螺母(高度在3mm以内,内圈外圈, 中间孔代表螺牙尺寸,外尺寸可以不管)
* 如下图分别代表M3、M4、M6的压铆螺母

压铆螺柱(高度在4mm以上,内圈外圈,中间孔代表螺牙尺寸,圆柱高度代表螺柱深处高度)
* 如下图分别代表M3(14+板厚)、M4(14+板厚)、M6(14+板厚)的压铆螺柱规格

压铆螺钉(单拉伸实体圆柱,外径代表螺牙尺寸,圆柱高度代表螺柱高度)

需要2D(或者图文描述)描述的信息有
1、攻丝
因为有些螺纹图形在3D格式转换的时候会造成特征面丢失,所以具体的螺纹描述信息还是尽量以2D 或图文的方式描述起来即可。
2、特殊的备注信息
比如沉孔的深度、尺寸等需要抽牙攻丝的。
类似如下图打包上传即可,3D之外的任何描述性文件我们都会审核(只要您有标注我们就会看,就会作数)。

关注我们
始于PCB,不止于PCB。嘉立创致力于提供电子/机械领域全产业链一站式服务。请关注嘉立创旗下业务:





 返回列表
返回列表


 发表于2024-02-29 09:41:23
发表于2024-02-29 09:41:23



 回复
回复
 收藏
收藏
 举报
举报


