机械加工工艺规程是规定零件机械加工工艺过程和操作方法等的工艺文件之一,它是在具体的生产条件下,把较为合理的工艺过程和操作方法,按照规定的形式书写成工艺文件,经审批后用来指导生产。机械加工工艺规程一般包括以下内容:工件加工的工艺路线、各工序的具体内容及所用的设备和工艺装备、工件的检验项目及检验方法、切削用量、时间定额等。
在生产过程中,凡是改变生产对象的形状、尺寸、位置和性质等,使其成为成品或者半成品的过程称为工艺过程。它是生产过程的主要部分。 工艺过程 又可分为铸造、 锻造 、 冲压 、焊接、机械加工、 装配 等工艺过程,机械制造工艺过程一般是指零件的机械加工工艺过程和机器的装配工艺过程的总和,其他过程则称为辅助过程,例如运输、保管、动力供应、设备维修等。工艺过程又是由一个或若干个顺序排列的工序组成的,一个工序由有若干个工步组成。
一、机械加工工艺
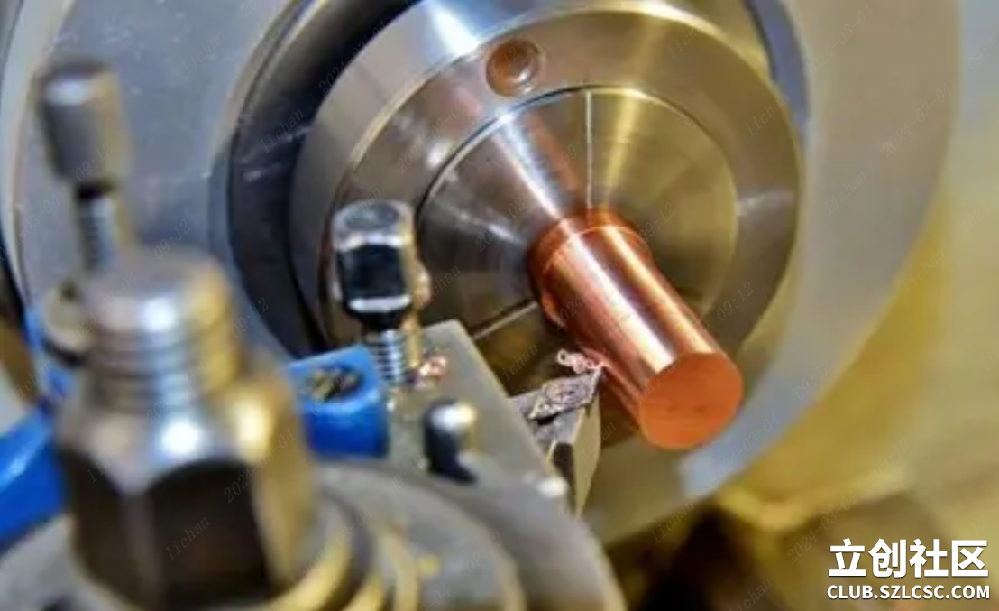
1. 车削
车削中工件旋转,形成主切削运动。刀具沿平行旋转轴线运动时,就形成内、外园柱面。刀具沿与轴线相交的斜线运动,就形成锥面。仿形车床或数控车床上,可以控制刀具沿着一条曲线进给,则形成一特定的旋转曲面。采用成型车刀,横向进给时,也可加工出旋转曲面来。车削还可以加工螺纹面、端平面及偏心轴等。车削加工精度一般为IT8—IT7,表面粗糙度为6.3—1.6μm。精车时,可达IT6—IT5,粗糙度可达0.4—0.1μm。车削的生产率较高,切削过程比较平稳,刀具较简单。
2. 铣削
主切削运动是刀具的旋转。卧铣时,平面的形成是由铣刀的外园面上的刃形成的。立铣时,平面是由铣刀的端面刃形成的。提高铣刀的转速可以获得较高的切削速度,因此生产率较高。但由于铣刀刀齿的切入、切出,形成冲击,切削过程容易产生振动,因而限制了表面质量的提高。这种冲击,也加剧了刀具的磨损和破损,往往导致硬质合金刀片的碎裂。在切离工件的一般时间内,可以得到一定冷却,因此散热条件较好。按照铣削时主运动速度方向与工件进给方向的相同或相反,又分为顺铣和逆铣。
铣削力的水平分力与工件的进给方向相同,工件台进给丝杠与固定螺母之间一般有间隙存在,因此切削力容易引起工件和工作台一起向前窜动,使进给量突然增大,引起打刀。在铣削铸件或锻件等表面有硬度的工件时,顺铣刀齿首先接触工件硬皮,加剧了铣刀的磨损。 逆铣可以避免顺铣时发生的窜动现象。逆铣时,切削厚度从零开始逐渐增大,因而刀刃开始经历了一段在切削硬化的已加工表面上挤压滑行的阶段,加速了刀具的磨损。同时,逆铣时,铣削力将工件上抬,易引起振动,这是逆铣的不利之处。
铣削的加工精度一般可达IT8—IT7,表面粗糙度为6.3—1.6μm。
普通铣削一般只能加工平面,用成形铣刀也可以加工出固定的曲面。数控铣床可以用软件通过数控系统控制几个轴按一定关系联动,铣出复杂曲面来,这时一般采用球头铣刀。数控铣床对加工叶轮机械的叶片、模具的模芯和型腔等形状复杂的工件,具有特别重要的意义。
3. 刨削
刨削时,刀具的往复直线运动为切削主运动。因此,刨削速度不可能太高,生产率较低。刨削比铣削平稳,其加工精度一般可达IT8—IT7,表面粗糙度为Ra6.3—1.6μm,精刨平面度可达0.02/1000,表面粗糙度为0.8—0.4μm。
4. 磨削
磨削以砂轮或其它磨具对工件进行加工,其主运动是砂轮的旋转。砂轮的磨削过程实际上是磨粒对工件表面的切削、刻削和滑擦三种作用的综合效应。磨削中,磨粒本身也由尖锐逐渐磨钝,使切削作用变差,切削力变大。当切削力超过粘合剂强度时,圆钝的磨粒脱落,露出一层新的磨粒,形成砂轮的“自锐性”。但切屑和碎磨粒仍会将砂轮阻塞。因而,磨削一定时间后,需用金刚石车刀等对砂轮进行修整。
磨削时,由于刀刃很多,所以加工时平稳、精度高。磨床是精加工机床,磨削精度可达IT6—IT4,表面粗糙度Ra可达1.25—0.01μm,甚至可达0.1—0.008μm。磨削的另一特点是可以对淬硬的金属材料进行加工。因此,往往作为最终加工工序。磨削时,产生热量大,需有充分的切削液进行冷却。按功能不同,磨削还可分为外园磨、内孔磨、平磨等。
5. 钻削与镗削
在钻床上,用钻头旋转钻削孔,是孔加工的最常用方法。钻削的加工精度较低,一般只能达到IT10,表面粗糙度一般为12.5—6.3μm在钻削后常常采用扩孔和铰孔来进行半精加工和精加工。扩孔采用扩孔钻,铰孔采用铰刀进行加工。铰削加工精度一般为IT9—IT6,表面粗糙度为Ra1.6—0.4μm。扩孔、铰孔时,钻头、铰刀一般顺着原底孔的轴线,无法提高孔的位置精度。镗孔可以较正孔的位置。镗孔可在镗床上或车床上进行。在镗床上镗孔时,镗刀基本与车刀相同,不同之处是工件不动,镗刀在旋转。镗孔加工精度一般为IT9—IT7,表面粗糙度为Ra6.3—0.8mm。。 钻削加工 镗床加工 车床加工
6. 齿面加工
齿轮齿面加工方法可分为两大类:成形法和展成法。成形法加工齿面所使用的机床一般为普通铣床,刀具为成形铣刀,需要两个简单成形运动:刀具的旋转运动和直线移动。展成法加工齿面的常用机床有滚齿机、插齿机等。
7. 复杂曲面加工
三维曲面的切削加工,主要采用仿形铣和数控铣的方法或特种加工方法(见本节八)。仿形铣必须有原型作为靠模。加工中球头仿形头,一直以一定压力接触原型曲面。仿形头的运动变换为电感量,加工放大控制铣床三个轴的运动,形成刀头沿曲面运动的轨迹。铣刀多采用与仿形头等半径的球头铣刀。数控技术的出现为曲面加工提供了更有效的方法。在数控铣床或加工中心上加工时,是通过球头铣刀逐点按坐标值加工而成。采用加工中心加工复杂曲面的优点是:加工中心上有刀库,配备几十把刀具。曲面的粗、精加工,可用不同刀具对凹曲面的不同曲率半径,也可选用适当的刀具。同时,可在一次安装中加工各种辅助表面,如孔、螺纹、槽等。这样充分保证了各表面的相对位置精度。
8. 特种加工
特种加工方法是指区别于传统切削加工方法,利用化学、物理(电、声、光、热、磁)或电化学方法对工件材料进行加工的一系列加工方法的总称。这些加工方法包括:化学加工(CHM)、电化学加工(ECM)、电化学机械加工(ECMM)、电火花加工(EDM)、电接触加工(RHM)、超声波加工(USM)、激光束加工(LBM)、离子束加工(IBM)、电子束加工(EBM)、等离子体加工(PAM)、电液加工(EHM)、磨料流加工(AFM)、磨料喷射加工(AJM)、液体喷射加工(HDM)及各类复合加工等。
二、机械加工工艺流程
在生产过程中, 那些与有原材料转变为产品直接相关的过程称为工艺过程。 它包括毛坯制造、零件加工、 热处理、 质量检验和机器装配等。 而为保证工艺过程正常进行所需要的刀具、夹具制造, 机床调整维修等则属于辅助过程。 在工艺过程中, 以机械加工方法按一定顺序逐步地改变毛坯形状、 尺寸、相对位置和性能等, 直至成为合格零件的那部分过程称为机械加工艺过程。
技术人员根据产品数量、 设备条件和工人素质等情况, 确定采用的工艺过程, 并将有关内容写成工艺文件,这种文件就称工艺规程。
为了便于工艺规程的编制、执行和生产组织管理,需要把工艺过程划分为不同层次的单元。它们是工序、安装、工位、工步和走刀。其中工序是工艺过程中的基本单元。零件的机械加工工艺过程由若干个工序组成。 在一个工序中可能包含有一个或几个安装, 每一个安装可能包含一个或几个工位, 每一个工位可能包含一个或几个工步, 每一个工步可能包括一个或几个走刀。

(1)工序 一个或一组工人,在一个工作地或一台机床上对一个或同时对几个工件连续完成的那一部分工艺过程称为工序。划分工序的依据是工作地点是否变化和工作过程是否连续。例如, 在车床上加工一批轴,既可以对每一根轴连续地进行粗加工和精加工, 也可以先对整批轴进行粗加工, 然后再依次对它们进行精加工。 在第一种情形下, 加工只包括一个工序;而在第二种情形下,由于加工过程的连续性中断,虽然加工是在同一台机床上进行的,但却成为两个工序。工序是组成工艺过程的基本单元,也是生产计划的基本单元。
(2)安装 在机械加工工序中,使工件在机床上或在夹具中占据某一正确位置并被夹紧的过程,称为装夹。有时,工件在机床上需经过多次装夹才能完成一个工序的工作内容。安装是指工件经过一次装夹后所完成的那部分工序内容。 例如,在车床上加工轴, 先从一端加工出部分表面,然后调头再加工另一端,这时的工序内容就包括两个安装。
(3)工位 采用转位(或移位)夹具、回转工作台或在多轴机床上加工时,工件在机床上一次装夹后, 要经过若干个位置依次进行加工, 工件在机床上所占据的每一个位置上所完成的那一部分工序就称为工位。 简单来说, 工件相对于机床或刀具每占据一个加工位置所完成的那部分工序内容, 称为工位。 为了减少因多次装夹而带来的装夹误差和时间损失, 常采用各种回转工作台、 回转夹具或移动夹具, 使工件在一次装夹中, 先后处于几个不同的位置进行加工。
(4)工步 在加工表面不变,加工工具不变的条件下,所连续完成的那一部分工序内容称为工步。生产中也常称为 "进给 "。整个工艺过程由若干个工序组成。 每一个工序可包括一个工步或几个工步。 每一个工步通常包括一个工作行程, 也可包括几个工作行程。 为了提高生产率,用几把刀具同时加工几个加工表面的工步, 称为复合工步, 也可以看作一个工步,例如,组合钻床加工多孔箱体孔。
(5)走刀 加工刀具在加工表面上加工一次所完成的工步部分称为走刀。例如轴类零件如果要切去的金属层很厚, 则需分几次切削, 这时每切削一次就称为一次走刀。 因此在切削速度和进给量不变的前提下刀具完成一次进给运动称为一次走刀。
关注嘉立创CNC,带您了解更多机械加工知识:





 返回列表
返回列表


 发表于2024-03-04 09:33:00
发表于2024-03-04 09:33:00



 回复
回复
 收藏
收藏
 举报
举报


