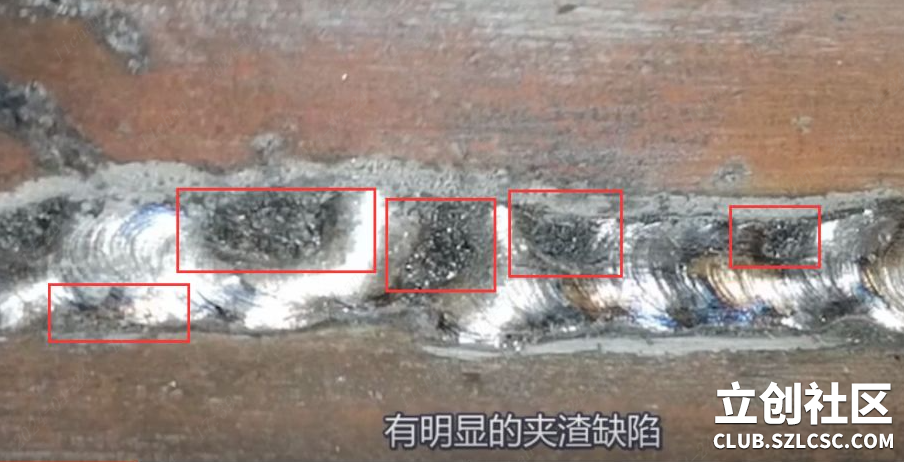
焊接时出现了像下图一样的明显夹渣缺陷,是什么原因导致的呢?该怎么解决?
焊后残留在焊缝中的熔渣称为夹渣。夹渣属于固体夹杂缺陷的一种,是残留在焊缝中的熔渣,根据其成形的情况,可分为线状的、孤立的以及其他形式。夹渣会降低焊缝的塑性和韧性;其尖角往往造成应力集中,特别是在空淬倾向大的焊缝中,尖角顶点常形成裂缝。往往铸件在受应力作用下,焊缝中夹渣处会先出现裂纹并沿展,导致强度下降、焊缝开裂。
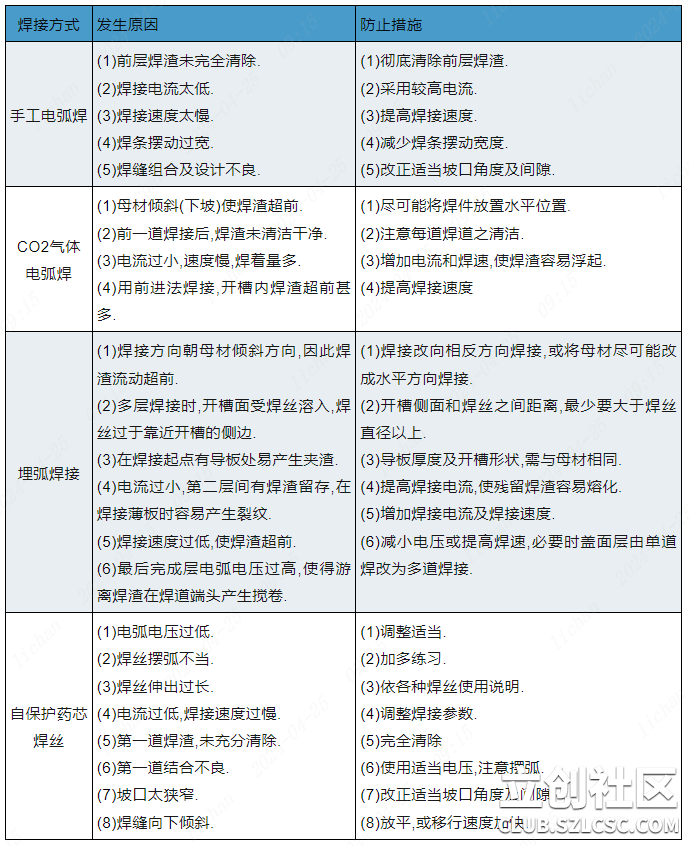
出现夹渣的原因主要有以下几点:
那么怎样才能避免夹渣的产生呢?
焊件应选择脱渣性好的焊条;认真地清理层间熔渣;合理地选择焊接工艺参数;调整焊条角度和运条方法。控制电流大小及通电时间,采用适宜直径的焊条;更换焊剂或加入一定比例的萤石,以增加熔渣的流动性;同时适当增加顶压力。




 返回列表
返回列表


 发表于2024-04-24 17:51:58
发表于2024-04-24 17:51:58



 回复
回复
 收藏
收藏
 举报
举报


