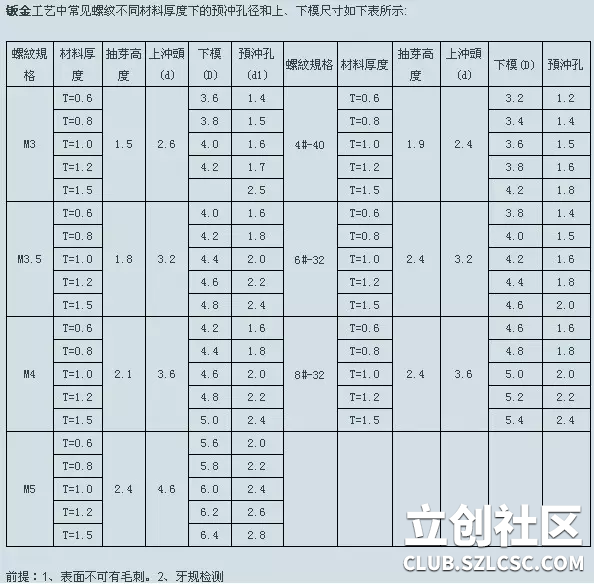
抽芽是在板材本身的基础上做一个拉深成型,它的主要优点是节约成本,加工简易,不占用结构空间,而且还可以达到一般的装配要求。
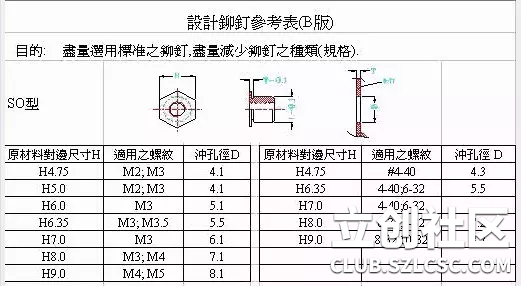
压铆是在板材上通过附加一个金属螺母,采用方式有涨铆,压铆。主要优点是螺纹强度好,不容易滑芽。但在低于1.0的板材上加工一般很难达到要求的推扭力,也就是容易脱落,一般加工的最 低板材为0.8。且在加工中一定要注意选择适当的底孔,和适当的加工压力。
至于在何种环境下使用,那就要看你设计产品的要求,建议在允许的情况下尽量使用抽芽。
以及看材料和螺纹大小,铝板一般都是用压铆螺母,大的螺纹应该不会抽芽。
1. 选择抽芽还是压铆螺母,一般如果该螺孔只需紧固无需被固定面与钣金面之间要求有一定距离(比如PCB板固定要求PCB板与钣金间要有一定距离,否则会引起引脚短路等)首选抽芽,至于抽牙孔能抽多大,SUS 304 T=1.2MM 已经量产的牙孔有直径31.5mm 抽孔高7MM 再高了厚度就会不够, 可能有人会认为这么大的孔抽牙会破孔,因为壁厚不够,解决方法很简单:抽孔直径控制会标准螺纹中径小一点点即可,只要丝攻的外径减螺纹中径的一半比料厚大0.3MM以上即可抽芽。
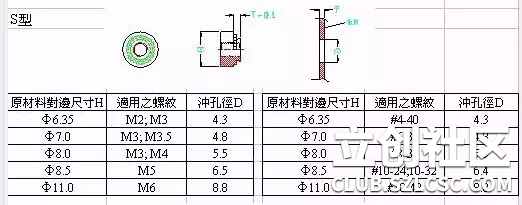
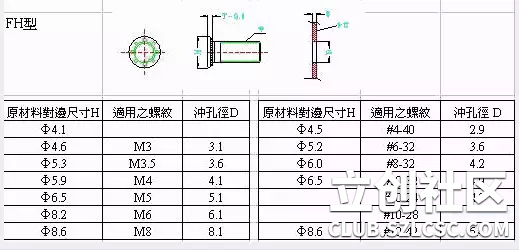
2. 如果被固定面与钣金面之间要求有一定距离可先考虑在钣金上冲支架(支架会有较大的工艺孔也可以铆螺母。厚度0.6mm以上都可以铆,再小就不清楚了。一般来说,抽牙也叫翻过攻丝或翻朱嘴,材料厚度在0.8~1.5之间,强度不是要求很高的机箱,电源盒体。安装孔位周边空间小。基材为SPCC或SECC、SUS、AZ,厚度超过2.0就翻不了。铝板和铜板不能抽牙,不能用压铆螺母(S系列)采用涨铆(Z系列)或镶入螺母(F系列)。但可以用压铆螺母柱(BSO\SO)压铆螺钉(FH\NFH).材料厚度在1.0以上可以采用压铆螺母,产品结购联接强度会高一些.抽牙的特点是采购成本小,需要两道工序,压铆螺母一道工序,相对方便,采购成本相对大,但生产成本是一样的。
户外环境下产品上使用翻孔攻丝对防腐蚀是考验,维护性不好,压铆可以避免。不管使用那种工艺都需要从具体要求考虑。
抽芽我们现在用的不多,因为设计拉深冲压模具;而铆装母我们购买的压铆母比较多,但是容易出现的问题出了楼上几位提到的抗扭性差以外,还容易发生转动、脱落现象,尤其是拆卸次数多以后,性能更加不可靠,这在加工时要特别注意。但是,也有防转六角压铆母,只是底孔要求配套模具开孔,增加成本投入。
丝孔型号
板厚(mm)M2.5 M3 M4 M5 /M6
≤0.7 不适于在板材上设置罗纹孔。
0.8 铆接螺母 翻边攻丝 翻边攻丝 点焊螺母 点焊螺母
1.0 铆接螺母 翻边攻丝 翻边攻丝 点焊螺母 点焊螺母
1.2 基材攻丝 翻边攻丝 翻边攻丝 翻边攻丝 铆、焊螺母
1.5 基材攻丝 翻边攻丝 翻边攻丝 翻边攻丝 铆、焊螺母
2.0 基材攻丝 基材攻丝 基材攻丝 翻边攻丝 铆、焊螺母
2.5 基材攻丝 铆、焊螺母
钣金产品抽孔攻牙数据表




 返回列表
返回列表


 发表于2024-04-28 16:40:13
发表于2024-04-28 16:40:13



 回复
回复
 收藏
收藏
 举报
举报


