在日常生活中,经常看到电器在开关闭合或断开的瞬间产生火花,火花所产生的高温在触点上融化出现凸凹不平的斑点,这就是电腐蚀现象。
电腐蚀会造成开关接触不良,最终损坏,这是它有害的一面。但是随着人们对电腐蚀现象的深入研究,不但能够通过科学的方法减小并防止腐蚀,而且已经成功的利用电腐蚀对金属进行各种加工,从而发明了电火花加工方法。
数控线切割 / 电火花切割
一根细细的金属丝在金属材料上划动,伴随着火花飞溅,不一会儿,金属工件便切割完成了。这就是线切割——一种利用电蚀原理进行加工的加工方式。
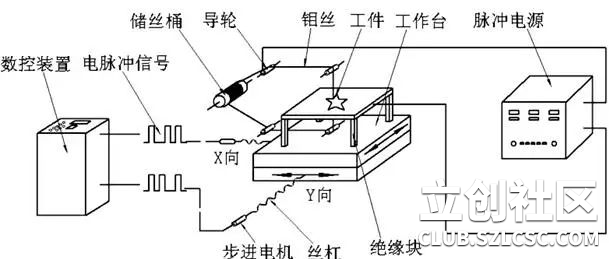
它并不是通过金属线直接将工件切开,而是利用移动的金属丝作工具电极,在导电性能良好的金属丝和金属工件间通电,当两者的间隙足以被脉冲电压击穿时,将产生火花放电,形成足以将被加工材料溶解气化的高温,从而实现材料的切割,所以线切割也叫电火花切割。
由于难以控制切割路径,传统的线切割方式难以或不可能加工形状复杂的工件;但在加入数控后,机器只需根据编写好的控制程序来定位切割,轻松实现各种复杂形状工件的自动加工。
数控线切割加工速度快,加工精度高,非常适合小批量零件、单件和形状复杂产品的加工。

适用性:
在一些接触式的加工工艺中,如前面提及的数控车床和数控铣床,加工工件容易受到切削力影响发生偏斜。
而数控线切割通过火花而非钻头或立铣刀进行切割,不需要直接接触工件,加工过程基本不会发生偏移,加工精度高,更适合加工设计复杂且精度高的薄工件。
优劣势:
电蚀的加工方式使线切割的加工精度更高,但也让它的可加工材料受到了限制:电火花加工只能加工有导电能力材料,不适用于加工塑料、陶瓷、木材等不导电的材料。
由于反复放电引起的电极磨损,数控线切割机在拐角和曲线上加工时,切削速度相对较慢,最终导致整体的生产速度减慢、成本上升。
关注我们
始于PCB,不止于PCB。嘉立创致力于提供电子/机械领域全产业链一站式服务。请关注嘉立创旗下业务:





 返回列表
返回列表


 发表于2024-02-29 10:15:18
发表于2024-02-29 10:15:18



 回复
回复
 收藏
收藏
 举报
举报


