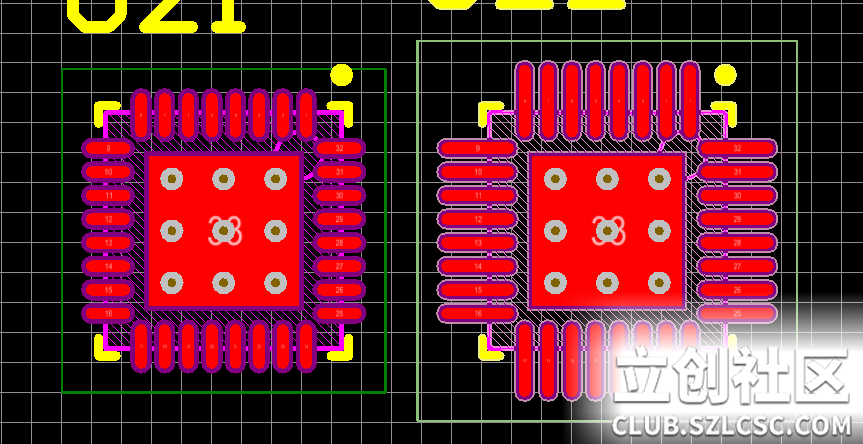
本人从事电子行业算算也有五年了,这东西一直是我的心中一个小疙瘩,第一次用这种封装的时候吧没什么经验,直接用的是左边这种短焊盘 ,在手焊的情况下焊接十个竟然有一半不成功的,但是量产的时候竟然没有出现不良的情况,虽然当时焊工不怎么样是其中一个愿意,但是不良率未免也太高了。
后来这种封装用多了之后,也看过不少这类焊盘 几乎都是短焊盘,用长焊盘的也有一小部分,个人觉得有如下因素导致大家用法各异:
1、每个生产厂家的锡膏各异,有的活性高,有的则是劣质品
2、也是锡膏问题,由于生产的时间差,由于厂家没有科学的保存方法导致锡膏失去了良好的过炉时期
3、短焊盘吃锡到位,但是锡膏过厚或者热焊盘有过孔时容易虚焊
4、长焊盘易于后期维护,但是由于偷锡严重(特别是锡膏活性不好时)容易把锡挤压到四周
其实我觉得导致我一直使用长焊盘的原因主要是见过太多的生产厂家使用劣质锡膏才让我潜意识使用长焊盘的,不知大家如何解决这个问题
太长了,也不好,容易短路(比如焊锡渣跑得延长部分的焊盘上)。
我还是喜欢短焊盘,手工和SMT SMT都OK的,除非“焊功“”不足
焊工渣应该是全部原因,我手焊就没啥问题
焊之前引脚先上锡,麻烦点但是成功率几乎100%
焊盘设计同焊接工艺,良率直接相关。
以前有说法:产品质量是靠检验出来的;后来说是靠生产出来的,后来又说是靠设计出来的。。。元件封装设计有现成的规范,如IPC7351。参照这个,通常能平衡兼顾各方需求,楼主可参考。




 返回列表
返回列表


 发表于2017-09-21 17:26:50
发表于2017-09-21 17:26:50




 回复
回复
 收藏
收藏
 举报
举报








